




Vor dem Hauptextrusionsprozess wird das gelagerte Polymermaterial mit verschiedenen Additiven wie Stabilisatoren (für Hitze, Oxidationsstabilität, UV-Stabilität usw.), Farbpigmenten, Flammschutzmitteln, Füllstoffen, Gleitmitteln, Verstärkungen usw. vermischt, um die Qualität zu verbessern Produktqualität und Verarbeitbarkeit.Auch das Mischen von Polymeren mit Additiven trägt dazu bei, die angestrebten Eigenschaftenprofilspezifikationen zu erreichen.
Bei einigen Harzsystemen wird üblicherweise ein zusätzlicher Trocknungsprozess eingesetzt, um den Abbau des Polymers durch Feuchtigkeit zu verhindern.Andererseits kann es sein, dass Materialien, die vor der Verwendung normalerweise nicht getrocknet werden müssen, dennoch getrocknet werden müssen, insbesondere wenn sie in kalten Räumen gelagert und plötzlich in eine wärmere Umgebung gebracht wurden, wodurch Feuchtigkeitskondensation auf der Oberfläche des Materials ausgelöst wird.
Nachdem das Polymer und die Additive gemischt und getrocknet wurden, wird die Mischung durch Schwerkraft in den Einfülltrichter und durch den Extruderhals eingespeist.
Ein häufiges Problem beim Umgang mit festen Materialien wie Polymerpulver ist deren Fließfähigkeit.In manchen Fällen kann es zu Materialbrücken im Trichter kommen.Daher können spezielle Maßnahmen wie die intermittierende Injektion von Stickstoff oder einem anderen Inertgas eingesetzt werden, um jegliche Polymerablagerungen auf der Oberfläche des Einfülltrichters zu zerstören und so einen guten Materialfluss sicherzustellen.
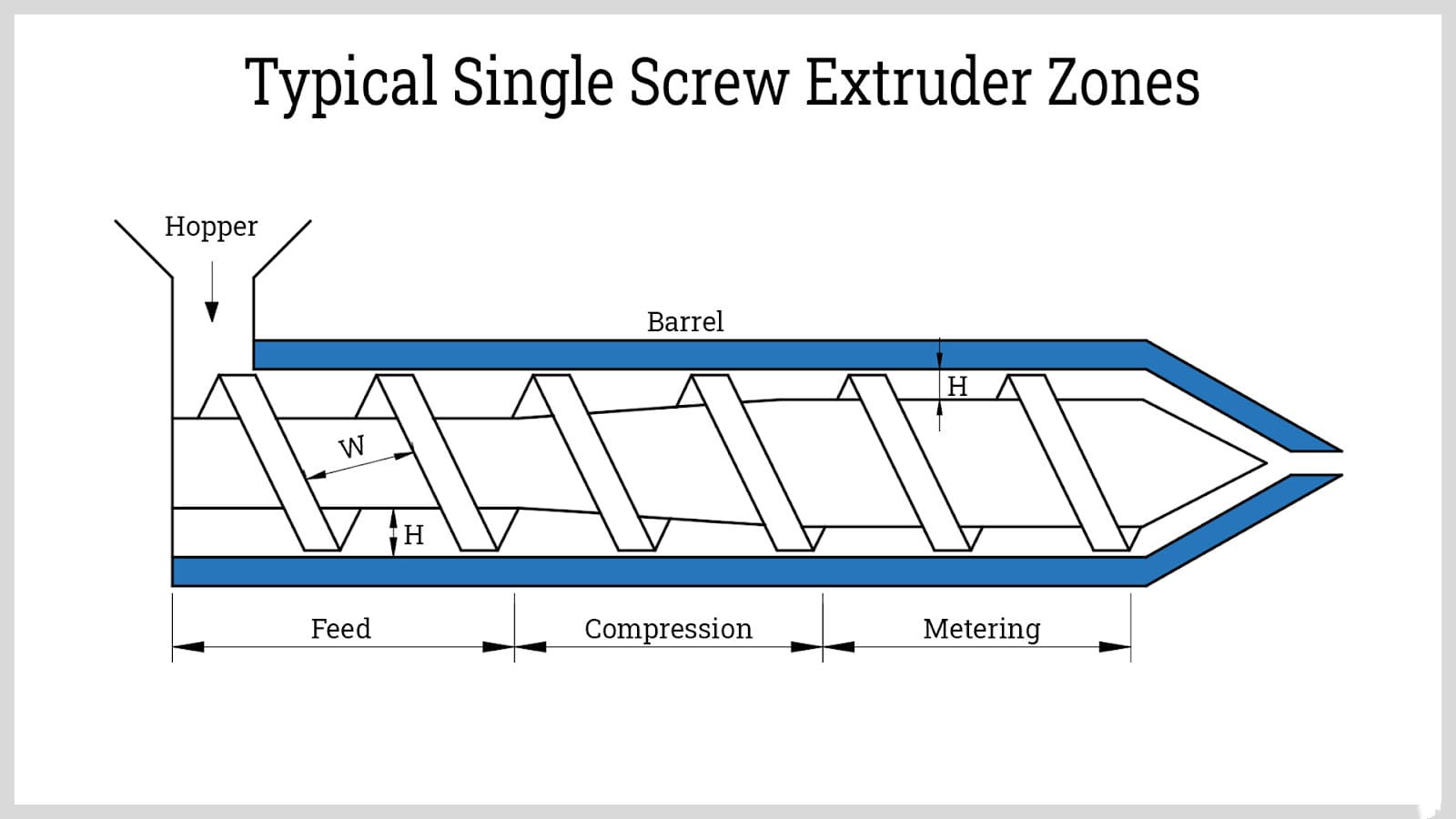
Das Material fließt nach unten in den Ringraum zwischen Schnecke und Zylinder.Auch das Material wird durch den Schraubenkanal begrenzt.Durch die Drehung der Schnecke wird das Polymer nach vorne gefördert und es wirken Reibungskräfte auf es ein.
Die Fässer werden normalerweise mit einem allmählich ansteigenden Temperaturprofil erhitzt.Während sich die Polymermischung von der Einzugszone bis zur Dosierzone bewegt, wird das Material durch die Reibungskräfte und die Zylindererwärmung plastifiziert, homogen vermischt und zusammengeknetet.
Wenn sich die Schmelze schließlich dem Ende des Extruders nähert, passiert sie zunächst ein Siebpaket.Das Siebpaket dient zur Filterung eventueller Fremdstoffe in der Thermoplastschmelze.Es schützt auch das Loch in der Matrizenplatte vor Verstopfung.Anschließend wird die Schmelze aus der Matrize gedrückt, um die Matrizenform anzunehmen.Es wird sofort abgekühlt und mit konstanter Geschwindigkeit aus dem Extruder abgezogen.
Nach dem Abkühlen können weitere Prozesse wie Flammbehandlung, Drucken, Schneiden, Glühen, Desodorieren usw. durchgeführt werden.Das Extrudat wird dann einer Inspektion unterzogen und mit der Verpackung und dem Versand fortgefahren, wenn alle Produktspezifikationen erfüllt sind.
Zeitpunkt der Veröffentlichung: 08.12.2022






